
Ceramicx never tires of preaching the fundamentals of Infrared’s Heating characteristics and effects. In November, 2017, Dr Peter Marshall of Ceramicx took the opportunity to brief a UK audience of engineers and scientists attending the Advanced Manufacturing Exhibition at the NEC, Birmingham, where Ceramicx had a booth. HeatWorks magazine is pleased to produce highlights of the talk here.
My name is Peter Marshall. I’m going to speak about using infrared to heat and cure carbon fibre. Before that – some introductions; to myself, Ceramicx and its research arm; C2I2.
I have a background in materials science, nanoscience, polymer processing, and heat transfer. My Ph.D. focused on nanoscale thermal transport in fluid media and used this to increase the efficiency of heat transfer processes.
Ceramicx has specialized in infrared heating for over 25 years and has always pushed the bounds of processing to drive productivity increases and energy cost reductions. Uniquely, Ceramicx manufactures all three types of IR emitters, enabling the company to offer a solution to most thermal processing challenges. In a nutshell, C2I2 works to establish and improve the efficiency of Ceramicx’s emitters and define the optimal heating technology for a given material.
We’re all aware that out-of-autoclave carbon composites are gaining significant traction in our industry. OEMs are demanding better quality, faster cycle times and more energy-efficient processing methods, giving our industry – particularly Ceramicx’s niche enclave of infrared heating – a particularly interesting time and a window of opportunity.
Ceramicx supplies infrared heating elements, components, and bespoke turnkey machinery to numerous sectors including automotive and aerospace. Infrared and radiation heating is a complex phenomenon; people often misunderstand and misapply it. To address this, I will speak about three key points:
- How IR works
- How IR can be targeted
- How temperature can be controlled
IR Properties
Infrared lies just beyond the visible spectrum with wavelengths ranging from approximately 0.7μm to 1000μm. Of this band, useful wavelengths extend from 0.7μm to 10μm. Beyond that range, the emitter body temperature is largely too low to provide a heating effect.
IR has many properties of conventional visible light: it has an associated magnetic field, can be reflected or diffracted, its energy is quantized, and de Broglie’s wave-particle duality holds true. Infrared is also very safe. Unlike other forms of radiation such as nuclear, microwaves, or UV, infrared photons do not carry enough energy to ionise other particles or pose a danger to humans.
Infrared differs substantially from conduction and convection. Radiation does not need a medium to travel. The sun heats the Earth this way. However, people often lose a key point in translation. IR represents energy, not heat. So what happens when energy strikes a surface? Similar to visible light, three processes occur: reflection, transmission, and absorption.
IR Heating
Taking these in order, we want to minimise reflection as it represents wasted energy that our heating process does not use. Transmission is useful as we can see in the diagram. It allows some radiation through the material gives us a penetrating effect, very distinct from conduction and convection. We’ll come back to this, but in certain circumstances, such as heating carbon fibre layups, this can be hugely advantageous and gives us the capability to minimise thermal gradients across parts during heating.
We said that IR is a form of energy which only gets converted back to heat when it strikes and is absorbed by a surface. Many factors, such as intensity, influence the measurable thermal effect of the energy; however, the most influential is the absorptivity of the surface.
This material-specific property varies with wavelength and temperature. Unfortunately, traditional IR spectra use much longer wavelengths which are not thermally active (i.e. <10μm), so we can’t use them to predict thermal IR absorption. The best way to define this is through empirical research using test instruments such as the Herschel, which Ceramicx developed and pioneered and now sees daily use.
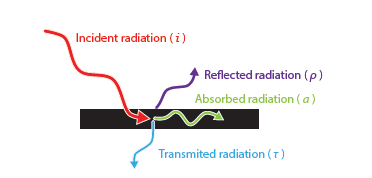
We cannot create or destroy energy in any energy process. Therefore, reflected, transmitted, and absorbed radiation must equal incident radiation energy.
IR Properties
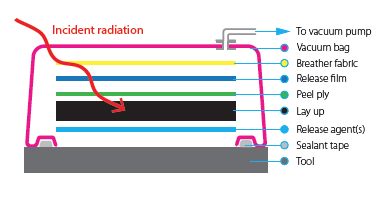
Infrared can target specific materials. This diagram shows targeted heating of carbon fibre and penetration through bagging materials. It uses the transmission property we mentioned earlier. The bag’s integrity is vital to the part’s quality. Therefore, selecting a heater that emits radiation at a transmitted wavelength becomes paramount. This selection and tuning of wavelength are vital to infrared’s performance. By tuning the IR wavelength to the materials, we can control surface temperature more precisely. We can also minimize the thermal gradient across the part.
In this example, we see how changing the IR emitter’s wavelength influences resultant temperatures. It affects both the top surface and underlying layers. This occurs because of the properties we discussed earier. The goal of this experiment was to determine the best heating-to-penetration ratio. Engineers can use various methods to vary the her’s emission spectrum. Once they complete this optimization, they can evaluate processing methods. These methods ensure processing remains within the manufacturer’s specified processing windows.
Targeting & Control
Earlier, we said that IR has the same properties as light and can therefore reflect. Indeed, it can focus to increase its intensity as well. We can therefore use these properties of Infrared to target specific portions of a part – for example, locations which are reinforced or thicker than others.
Doing this enables users to ensure even heating and optimal cycle time. Material reflectivity, like absorption, varies as a function of temperature and wavelength. To optimise the targeting of certain portions, Ceramicx uses materials specifically optimised for this purpose, which withstand high temperatures and maintain high reflectivity. Giving radiation this directional quality can dramatically change the realised heating effects by changing the area over which the energy is delivered.
The third vital point to infrared’s use is its control. Material temperature depends directly on absorbed energy; therefore, switching heaters produces a fast response in material temperature. Depending on the heater employed, thermal inertia can remain very low, so we see very fast material heating response times, which contrasts with large volumes of air. IR emitters respond to a variety of control methods, including open-loop systems, thermocouples, or pyrometers used in conjunction with a PLC or other suitable process controller.
Open-loop control, for example, provides an excellent cost-effective solution for batch systems where little or no change in material occurs. It also performs effectively in other static systems where dynamic adjustments are not required. Processes that require dynamic and constant heater adjustment, or where materials change frequently, typically use closed-loop control. In this setup, either material or heater temperature feeds back to the controller, which then adjusts power. In either case, engineers can configure element control individually or in zones slaved from a single feedback device, which sets the percentage output of each channel to achieve the desired heating effect.
Naturally, some air heating occurs in enclosed environments. This happens primarily due to back convection from the material to the surrounding air. Operators can harness this effect to aid process efficiency by removing excess energy from ‘hot spots’ and transferring it to cold spots using classic convection. Therefore, we see the advantage of IR, which allows us to harness all three modes of heat transfer rather than limit ourselves to a brace of these.
Ceramicx has built a number of carbon composite heating systems for out-of-autoclave and thermoplastic composites—examples of which appear here. Of specific interest is the thermoplastic system, which enables carbon fibre heating up to and beyond 450°C.